
概要
使用されるNC旋盤工具のほとんどが、スローアウェイバイトと呼ばれるもの。
スローアウェイバイトでは、超硬チップをシャンクに取り付けている。
超硬チップが摩耗・破損した際、チップだけを交換する仕組みになっている。
加工用途によって、適したバイトの選定が重要。
チップ形状、厚み等はJISで定められている。
旋削工具の種類
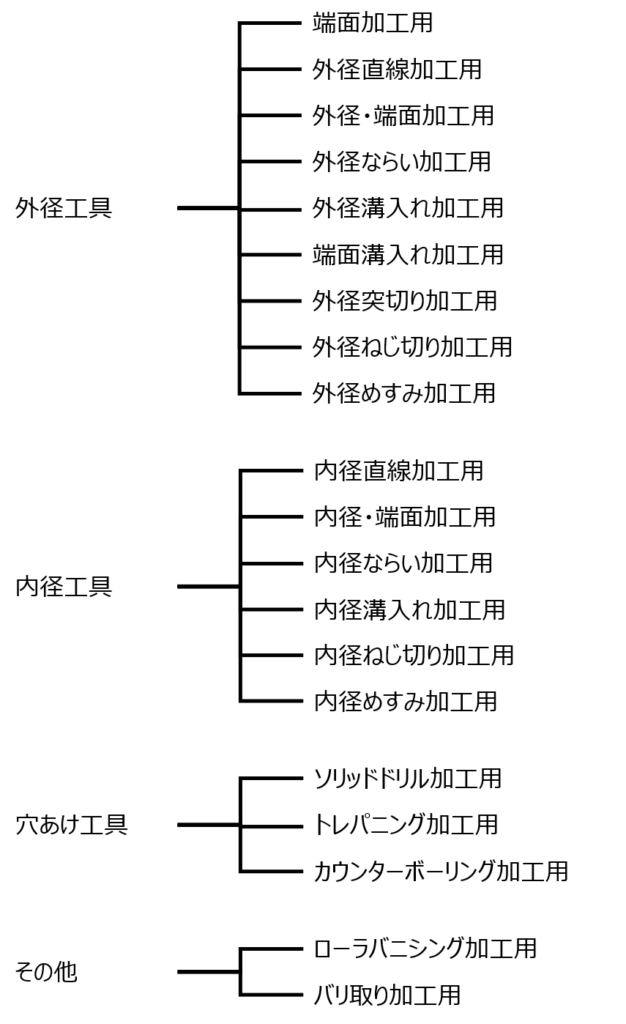
上記のような加工があります。
それぞれの加工の意味を以下に簡単に解説します。
| 名称 | 内容 |
| 外径・内径加工 | 外径:円筒の外側を加工 内径:円筒の内側を加工 |
| 端面加工 | 円筒の平面部分を加工 |
| ならい加工 | モデルと同じ形状に沿った加工を行う。 |
| 溝入れ加工 | 溝形状を加工する。 |
| 突切り加工 | 必要な部分のみ、元の工作物から切り離す加工。 |
| ねじ切り加工 | ネジ部を加工。ネジのギザギザ部分を加工。 |
| ぬすみ加工 | 角部を直角に加工するには、労力・コストがかかる。 その時に、ぬすみを取り入れ対応することがある。 似た意味で「逃げ」という言葉もある。 |
| ソリッドドリル加工 | 一般的な穴あけ加工。 |
| トレパニング加工 | 穴あけ加工の一種。大穴に用いられることが多い。 穴全体を除去するのではなく、穴の外側部分のみ加工する。 中心部(コア)部分は加工しない。 貫通時、コア部は元の工作物とは切り離されている為、コア部も(加工無し=外周部の加工のみにて)除去される。 普通の穴あけ加工と比較して、小さな動力にて加工ができる。 |
| カウンタボーリング加工 | 下穴をあけた後、穴径を広げる為に行う。 高能率・高精度な加工が可能。 |
| ローラバニシング加工 | 円柱の工具表面を工作物に押し当てる。 工作物の除去はなく、工作物表面を塑性変形させるのみ。 表面の凹凸が押し均され、滑らかになる。 表面改質(転位密度増加、表面硬度向上、疲労強度向上、等)の効果を有する。 |
| バリ取り加工 | 加工にて発生するバリの除去を行う。 |